
Introduction
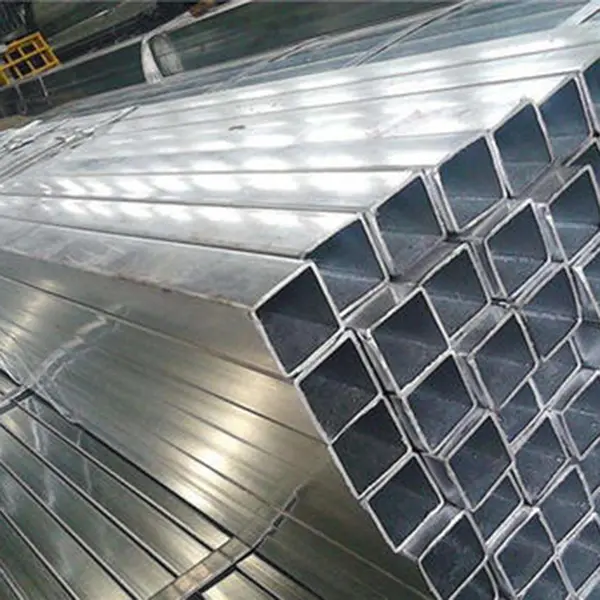
Seam welded pipe, also known as Electric Resistance Welded (ERW) pipe, represents a significant fabrication method within the broader category of steel pipe manufacturing. Its position in the industry chain is fundamental, serving as a crucial intermediary product for numerous applications including oil and gas transmission, structural construction, water conveyance, and various mechanical engineering systems. Unlike seamless pipe, which is produced by piercing a solid billet, ERW pipe is manufactured by longitudinally welding the edges of a steel strip or plate. The core performance characteristics of seam welded pipe revolve around its pressure containment capability, structural integrity under load, and corrosion resistance. These characteristics are dictated by the steel grade used, the welding process parameters, and the subsequent quality control procedures. The primary industry pain point concerns weld quality and consistency – ensuring a defect-free weld seam that can withstand the operating stresses and environmental conditions is paramount. Another critical issue is the potential for localized corrosion at the weld seam, demanding careful material selection and protective coatings.
Material Science & Manufacturing
The predominant raw material for seam welded pipe is carbon steel, specifically low carbon steels (e.g., ASTM A53 Grade B) due to their superior weldability. However, alloy steels, stainless steels (e.g., 304, 316), and other specialized materials are also employed depending on the intended application and the required performance characteristics. The key physical properties of these materials include yield strength, tensile strength, elongation, and impact toughness. Chemically, the composition dictates corrosion resistance and weldability; elements like chromium, nickel, and molybdenum significantly enhance corrosion protection. Manufacturing begins with the forming of a steel strip into a tubular shape, accomplished using roll forming machines. Critical parameters include roll profile, strip thickness, and forming speed. This formed tube is then subjected to the welding process, typically utilizing High-Frequency Electric Resistance Welding (HFERW). In HFERW, high-frequency electric current is passed through the edges of the steel strip, generating heat due to electrical resistance. This heat plasticizes the metal, allowing it to fuse under pressure applied by welding rolls. Key parameters to control include frequency, voltage, welding speed, and forging pressure. Post-welding, the pipe undergoes non-destructive testing (NDT) – radiographic testing (RT), ultrasonic testing (UT), and eddy current testing (ET) – to detect weld defects like cracks, porosity, and inclusions. Heat treatment, such as normalizing or quenching and tempering, may be employed to improve mechanical properties and relieve residual stresses.
Performance & Engineering
Performance assessment of seam welded pipe centers around its ability to withstand internal and external pressure, axial loads, bending moments, and torsional stresses. Force analysis involves calculating hoop stress (circumferential stress) and longitudinal stress under pressure, utilizing equations derived from thin-walled pressure vessel theory. The weld seam is the critical area for stress concentration. Environmental resistance is paramount, especially in corrosive environments. The choice of material and protective coatings (e.g., epoxy, polyethylene) directly impact corrosion performance. Galvanic corrosion, arising from dissimilar metal contact, must also be considered. Compliance requirements are stringent and dictated by industry-specific standards. For example, pipelines transporting natural gas must adhere to regulations outlined by DOT (Department of Transportation) in the US or equivalent bodies internationally. Functional implementation considerations include the pipe’s compatibility with joining methods – welding, threading, flanging – and its ability to integrate seamlessly into larger systems. Fatigue analysis is crucial for applications involving cyclical loading; the weld seam is susceptible to fatigue cracking under repeated stress. Creep resistance becomes important at elevated temperatures, particularly in high-temperature pipelines. Detailed finite element analysis (FEA) is often used to model stress distributions and predict pipe behavior under complex loading scenarios.
Technical Specifications
| Parameter | ASTM A53 Grade B | ASTM A106 Grade B | API 5L X42 | 304/304L Stainless Steel |
|---|---|---|---|---|
| Yield Strength (MPa) | 250 | 276 | 345 | 205 |
| Tensile Strength (MPa) | 400-550 | 414-552 | 483-586 | 517-724 |
| Elongation (%) | 23 | 22 | 21 | 30 |
| Wall Thickness (mm) | 2-25 | 2-25 | 2-25 | 2-12 |
| Outside Diameter (mm) | 1/2 - 8 | 1/2 - 8 | 4 - 24 | 1/2 - 24 |
| Corrosion Rate (mm/year) | 0.05-0.5 (depending on environment) | 0.05-0.5 (depending on environment) | 0.02-0.2 (depending on environment) | <0.01 (highly resistant) |
Failure Mode & Maintenance
Failure modes in seam welded pipe are diverse and often interconnected. Fatigue cracking is a prevalent issue, particularly in applications involving cyclical pressure or bending stresses. Initiation typically occurs at weld defects – porosity, inclusions, or incomplete fusion. Corrosion, both general and localized (pitting, crevice corrosion, galvanic corrosion), significantly weakens the pipe and can lead to leakage. Stress corrosion cracking (SCC) can occur in specific environments, particularly with stainless steels. Hydrogen embrittlement, caused by the diffusion of hydrogen into the steel, can lead to brittle fracture. Delamination, the separation of weld metal from the base metal, represents a serious failure mode. Oxidation, especially at elevated temperatures, degrades the material's mechanical properties. Maintenance strategies are crucial to mitigating these risks. Regular inspection using NDT methods (UT, RT, ET) is essential for detecting defects before they propagate. Protective coatings (e.g., epoxy, polyurethane) provide a barrier against corrosion. Cathodic protection, utilizing sacrificial anodes or impressed current, can reduce corrosion rates. Periodic hydrostatic testing verifies the pipe’s pressure containment capability. Proper welding procedures, employing qualified welders and appropriate welding parameters, are fundamental to ensuring weld quality. Regular cleaning and removal of debris prevent corrosion initiation. Damage assessment following any impact or mechanical stress is critical to determine the pipe’s continued integrity.
Industry FAQ
Q: What are the critical NDT methods used to qualify seam welded pipe, and what defects do they detect?
A: Radiographic Testing (RT) detects volumetric defects like porosity, inclusions, and lack of fusion. Ultrasonic Testing (UT) identifies both surface and subsurface defects, including cracks, laminations, and wall thinning. Eddy Current Testing (ET) is highly sensitive to surface cracks and corrosion. Phased Array Ultrasonic Testing (PAUT) provides advanced imaging capabilities and improved defect characterization. Liquid Penetrant Testing (PT) detects surface-breaking defects. Magnetic Particle Inspection (MPI) detects surface and near-surface defects in ferromagnetic materials.
Q: How does the welding process impact the microstructure and mechanical properties of the weld seam?
A: The welding process introduces a Heat Affected Zone (HAZ) with altered microstructure compared to the base metal. The HAZ experiences heating and cooling cycles, potentially leading to grain growth, phase transformations, and residual stresses. Rapid cooling can result in martensite formation, increasing hardness but decreasing ductility. Control of welding parameters – heat input, cooling rate – is critical to optimize the HAZ microstructure and prevent cracking. Post-weld heat treatment (PWHT) is often employed to relieve residual stresses and improve toughness.
Q: What considerations are important when selecting a protective coating for seam welded pipe in a corrosive environment?
A: The type of corrosive environment (e.g., saltwater, acidic, alkaline) dictates the appropriate coating. Epoxy coatings offer good general corrosion resistance. Polyurethane coatings provide enhanced abrasion resistance. Fusion Bonded Epoxy (FBE) coatings are commonly used for pipelines. Coatings must be chemically compatible with the pipe material and the transported fluid. Coating thickness, application method, and adhesion are critical factors. Cathodic protection should be considered as a complementary corrosion control measure.
Q: What is the significance of Charpy V-notch impact testing in evaluating the toughness of seam welded pipe?
A: Charpy V-notch impact testing measures the energy absorbed by a notched specimen during fracture. This test provides an indication of the material’s resistance to brittle fracture, especially at low temperatures. Lower impact values indicate reduced toughness. The test is crucial for applications in cold climates or where the pipe is subjected to impact loads. Testing should be performed on both the base metal and the weld seam to assess weld quality.
Q: How do international standards like API 5L and EN 10217 influence the manufacturing and quality control of seam welded pipe?
A: API 5L (American Petroleum Institute) and EN 10217 (European Standard) define the technical requirements for line pipe used in the petroleum and natural gas industries. They specify material grades, dimensions, mechanical properties, welding procedures, NDT requirements, and marking requirements. Compliance with these standards ensures the pipe’s suitability for its intended application and promotes safety and reliability. Adherence to these standards is often mandated by regulatory authorities and end-users.
Conclusion
Seam welded pipe represents a cost-effective and versatile solution for a wide range of applications demanding fluid or gas conveyance and structural integrity. The manufacturing process, while efficient, requires meticulous control of material properties, welding parameters, and quality assurance procedures. The integrity of the weld seam is paramount, dictating the pipe's overall performance and longevity. Ongoing advancements in NDT techniques, coating technologies, and welding processes are continually enhancing the reliability and safety of seam welded pipe.
Future trends will likely focus on developing higher-strength steel grades, optimizing welding processes for improved efficiency and reduced distortion, and implementing advanced inspection methods like automated UT and PAUT. Increased emphasis on sustainable manufacturing practices and the use of environmentally friendly coatings will also be critical. A thorough understanding of potential failure modes and implementation of proactive maintenance strategies are essential for maximizing the lifespan and minimizing the risk associated with seam welded pipe systems.
